
Pharmaceutical Label Manufacturer






In the highly regulated world of pharmaceuticals, labels are far more than just stickers on bottles—they are legal documents, safety tools, and brand ambassadors. Choosing the right pharmaceutical label manufacturer can determine not only your product’s compliance but also its market success.
Whether you’re a startup launching a new drug or an established pharmaceutical company expanding your portfolio, this comprehensive guide will walk you through everything you need to know about selecting a reliable pharmaceutical labeling partner.
What Is a Pharmaceutical Label Manufacturer?
A pharmaceutical label manufacturer specializes in producing compliant, high-quality labels for medications, medical devices, and healthcare products. These labels must meet strict guidelines set by regulatory authorities such as the U.S. Food and Drug Administration and the European Medicines Agency.
Unlike regular label printers, pharmaceutical label manufacturers must ensure:
- Regulatory compliance
- Tamper-evident features
- Traceability and serialization
- Chemical and temperature resistance
- Clear legibility and multilingual printing
The margin for error is virtually zero.
Why Pharmaceutical Labels Are Critically Important
Pharmaceutical labeling is directly tied to patient safety. A single labeling mistake can lead to:
- Incorrect dosage
- Adverse drug interactions
- Legal penalties
- Product recalls
- Loss of trust and brand damage
Regulatory agencies like the World Health Organization emphasize accurate labeling as a core safety requirement in global pharmaceutical distribution.
Your pharmaceutical label manufacturer must understand the high-stakes environment in which your product operates.
Key Features of High-Quality Pharmaceutical Labels
When evaluating a pharmaceutical label manufacturer, look for these essential capabilities:
1. Regulatory Compliance Expertise
Your manufacturer should be fully knowledgeable about:
- FDA 21 CFR Part 201
- EU GMP Annex 13
- UDI (Unique Device Identification)
- Serialization and track-and-trace requirements
Non-compliance can halt distribution instantly.
2. Tamper-Evident & Security Features
Pharmaceutical labels must protect against counterfeiting and tampering. Advanced manufacturers offer:
- Void labels
- Destructible materials
- Holographic seals
- Security inks
- QR codes and barcodes
Counterfeit drugs are a growing global issue, and strong labeling plays a vital role in prevention.
3. Durable Materials for Harsh Conditions
Pharmaceutical labels often face:
- Refrigeration
- Freezing
- Chemical exposure
- Moisture
- Friction during transportation
A professional pharmaceutical label manufacturer uses specialized adhesives and substrates that maintain integrity under extreme conditions.
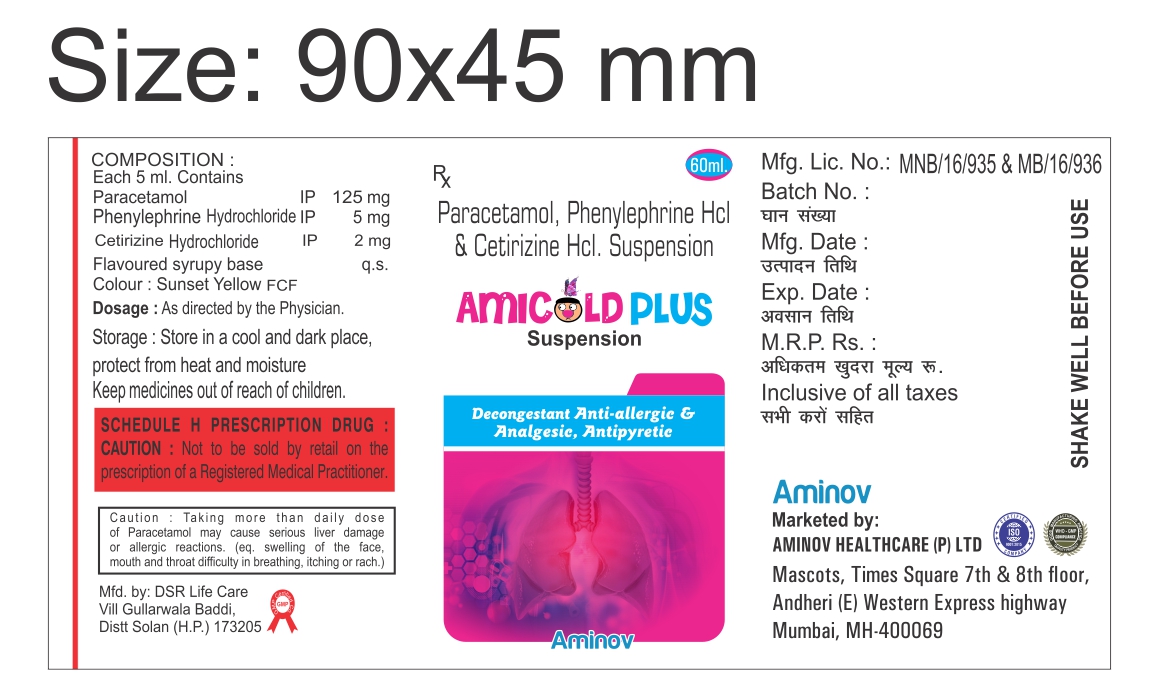
4. Precision Printing & Legibility
Drug labels must display:
- Active ingredients
- Dosage instructions
- Batch numbers
- Expiry dates
- Warnings
- Storage conditions
Advanced digital and flexographic printing technologies ensure microtext and small fonts remain readable.
5. Serialization & Variable Data Printing
Modern pharmaceutical supply chains require serialization for anti-counterfeiting and traceability. A qualified pharmaceutical label manufacturer provides:
- Unique serial numbers
- 2D DataMatrix codes
- Batch coding
- Variable data printing integration
Serialization is not optional in many markets—it’s mandatory.
Types of Pharmaceutical Labels
Different drug forms require different label formats.
Pressure-Sensitive Labels
Most common for bottles and vials. Easy to apply and cost-effective.
Wrap-Around Labels
Used for larger containers and syrups.
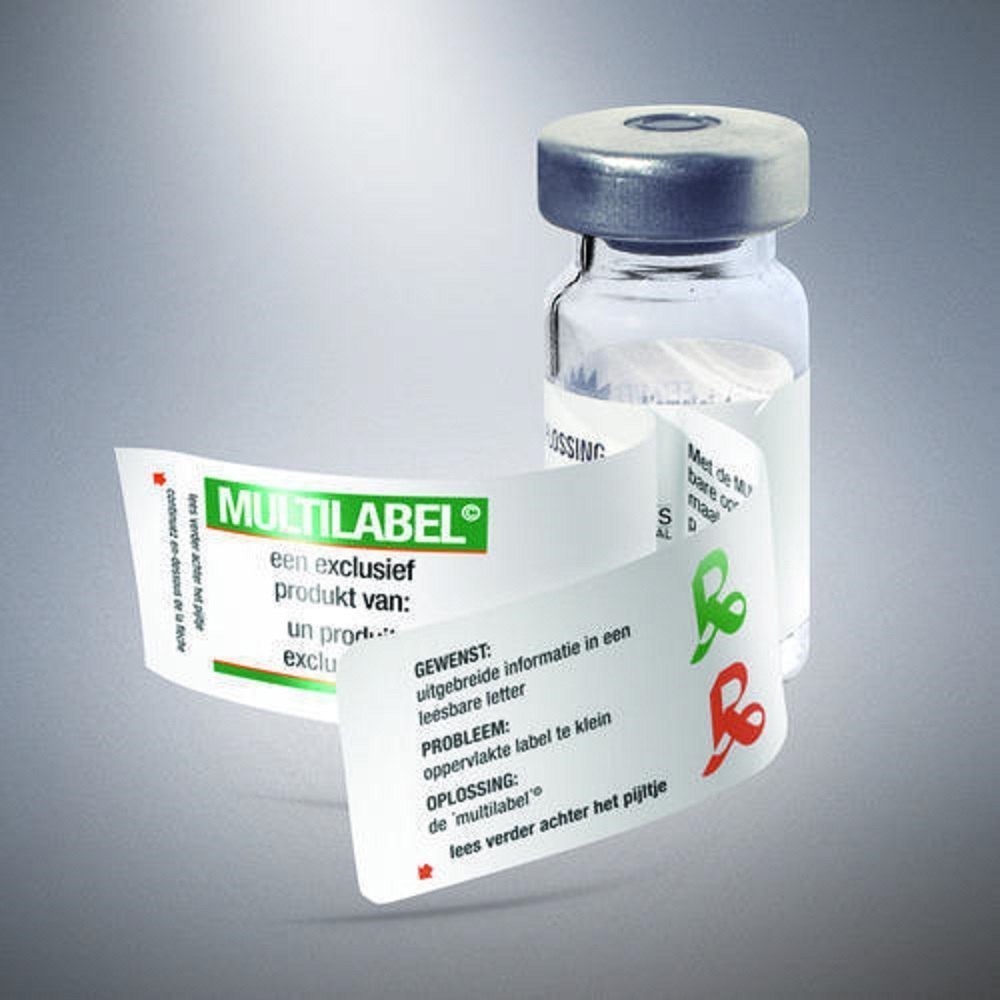
Booklet & Extended Content Labels
Perfect for multilingual instructions without increasing packaging size.
Shrink Sleeve Labels
Offer full container coverage and 360° branding.
Tamper-Evident Seals
Ensure product integrity and patient safety.
A reputable pharmaceutical label manufacturer will offer customized solutions tailored to your packaging format.
Compliance Standards Every Manufacturer Must Follow
Pharmaceutical labeling is governed by strict global standards. Key regulatory bodies include:
- U.S. Food and Drug Administration
- European Medicines Agency
- Medicines and Healthcare products Regulatory Agency
- World Health Organization
A professional pharmaceutical label manufacturer should maintain:
- ISO 9001 Certification
- ISO 15378 (Primary packaging materials for medicinal products)
- GMP-compliant production facilities
- Full documentation and audit readiness
Always request compliance documentation before signing a contract.
How to Choose the Right Pharmaceutical Label Manufacturer
Selecting the wrong partner can result in costly recalls. Here’s a step-by-step evaluation framework.
1. Assess Industry Experience
Look for manufacturers specializing in pharmaceutical and healthcare labeling—not general commercial printing.
Ask:
- How many pharma clients do they serve?
- Do they understand regulatory audits?
- Have they handled international distribution?
2. Evaluate Quality Control Systems
A pharmaceutical label manufacturer should operate under strict QA systems:
- In-line inspection cameras
- Barcode verification systems
- Batch traceability
- Controlled documentation
Quality control must be embedded at every production stage.
3. Check Serialization Capabilities
With global anti-counterfeiting laws tightening, serialization support is critical. Ensure the manufacturer can integrate with your ERP or track-and-trace system.
4. Review Material Expertise
Pharma packaging requires specialized adhesives that withstand:
- Cold chain logistics
- Sterilization
- UV exposure
Test samples before mass production.
5. Scalability & Lead Times
Can the manufacturer handle:
- Small clinical trial batches?
- Large commercial-scale runs?
- Urgent reprints?
Supply chain reliability matters in pharmaceutical distribution.
The Role of Sustainability in Pharmaceutical Labeling
Sustainability is becoming a strategic priority across the pharmaceutical industry.
Leading pharmaceutical label manufacturers now offer:
- Recyclable materials
- FSC-certified paper stocks
- Solvent-free adhesives
- Eco-friendly inks
- Reduced liner waste options
Sustainable labeling supports ESG goals without compromising compliance.
Common Challenges in Pharmaceutical Label Manufacturing
Regulatory Changes
Guidelines evolve frequently. Your manufacturer must stay updated.
Multilingual Labeling
Global distribution often requires multi-language content without overcrowding packaging.
Space Constraints
Small containers (vials, ampoules) require compact yet compliant label design.
Counterfeit Prevention
Security innovation must stay ahead of fraud tactics.
A knowledgeable pharmaceutical label manufacturer anticipates and solves these challenges proactively.
Digital Printing vs. Flexographic Printing in Pharma
Both technologies have advantages.
Digital Printing
- Ideal for short runs
- Quick turnaround
- Variable data friendly
Flexographic Printing
- Cost-effective for large volumes
- Excellent color consistency
- Durable ink application
A modern pharmaceutical label manufacturer often offers hybrid capabilities.
Trends Shaping the Pharmaceutical Label Industry
The pharmaceutical labeling landscape is rapidly evolving.
1. Smart Labels
NFC-enabled labels provide digital verification and patient engagement.
2. Blockchain Integration
Enhanced supply chain transparency.
3. Anti-Counterfeit Innovations
Advanced holographic and forensic technologies.
4. Automation & AI Inspection
Reducing human error in label verification.
Staying competitive means partnering with a forward-thinking pharmaceutical label manufacturer.
Cost Considerations: What Influences Pricing?
Pricing depends on:
- Material type
- Adhesive requirements
- Security features
- Printing method
- Quantity
- Customization complexity
While cost matters, compliance and quality should always come first.
Cutting corners in pharmaceutical labeling can cost far more in recalls and reputational damage.
Questions to Ask Before Signing a Contract
- Are you GMP compliant?
- Do you provide audit support?
- Can you handle serialization requirements?
- What is your defect rate?
- How do you manage recalls?
- Do you offer rapid prototyping?
A professional pharmaceutical label manufacturer will provide transparent answers and documentation.
Benefits of Partnering with a Specialized Pharmaceutical Label Manufacturer
Choosing a specialist offers:
- Reduced regulatory risk
- Improved product safety
- Enhanced brand credibility
- Better anti-counterfeiting protection
- Streamlined supply chain operations
- Faster market entry
In pharmaceuticals, precision is non-negotiable.
Final Thoughts
A pharmaceutical label manufacturer is not just a vendor—it is a critical compliance and safety partner. From regulatory adherence to anti-counterfeiting technologies and material durability, the right manufacturer protects both patients and your brand.
When evaluating potential partners, prioritize:
- Regulatory expertise
- Quality control systems
- Serialization capability
- Material durability
- Security innovation
- Scalability
Pharmaceutical labeling is where science, regulation, and precision printing intersect. Investing in the right pharmaceutical label manufacturer ensures your products remain compliant, safe, and trusted in a competitive global market.
If your business depends on pharmaceutical distribution, choosing the right labeling partner may be one of the most important decisions you make.
Frequently Asked Questions (FAQ)
Q1: What certifications should a pharmaceutical label manufacturer have?
ISO 9001, ISO 15378, and GMP compliance are essential.
Q2: Are tamper-evident labels mandatory?
In many markets, yes. Regulations often require visible tamper evidence.
Q3: Can pharmaceutical labels be eco-friendly?
Yes, many manufacturers now offer sustainable material options.
Q4: What is serialization in pharmaceutical labeling?
Serialization assigns unique identifiers to each product unit for traceability.
Q5: How do I ensure my labels meet FDA standards?
Work with a pharmaceutical label manufacturer experienced in FDA regulations and audit processes.
By partnering with a trusted pharmaceutical label manufacturer, you safeguard compliance, protect patients, and strengthen your pharmaceutical brand’s reputation for reliability and safety.